


Лучший производитель плосковыпуклых конических линз?
2026-01-10
Сразу скажу — лучшего в абсолютном смысле не существует. Вопрос поставлен некорректно, и это первое, с чем сталкиваешься в этой нише. Все ищут волшебную кнопку, а на деле выбор упирается в конкретную задачу: спектр применения, допуски на конусность, материал, диаметр, качество поверхности и, конечно, бюджет. Часто заказчики приходят с чертежом, где указана стандартная коническая линза, а по факту выясняется, что им нужна не просто линза с конической гранью, а элемент для стыковки с другим волноводом или для компенсации специфических аберраций в нестандартном ИК-диапазоне. Вот тут и начинается настоящая работа, а не просто поиск по каталогу.
Что скрывается за конической поверхностью
Когда говорят о плосковыпуклых конических линзах, многие представляют просто выпуклую линзу, у которой одна сторона скошена под углом. На практике же, конусность — это не всегда прямой конус. Это может быть и тор, и асферическая составляющая на конической основе. Основная сложность — обеспечить не просто угол, а точность этого угла по всей окружности и его совпадение с оптической осью сферы. Разброс даже в полградуса для некоторых лазерных систем — это уже брак. Видел проекты, где система не сходилась именно из-за неконтролируемого клина на конической поверхности, который производитель в рамках допуска пропустил.
Материал — отдельная история. Часто требуются не BK7 или кремний, а, скажем, CaF2 или даже селенид цинка с конической кромкой. Обработка таких материалов, особенно хрупких, с сохранением остроты кромки конуса и без сколов — это высший пилотаж. Многие производители берутся, но на выходе получается либо шероховатость не та, либо конус поплыл после полировки. Здесь уже нужны не просто станки, а именно основные технологии в области формообразования и финишной обработки.
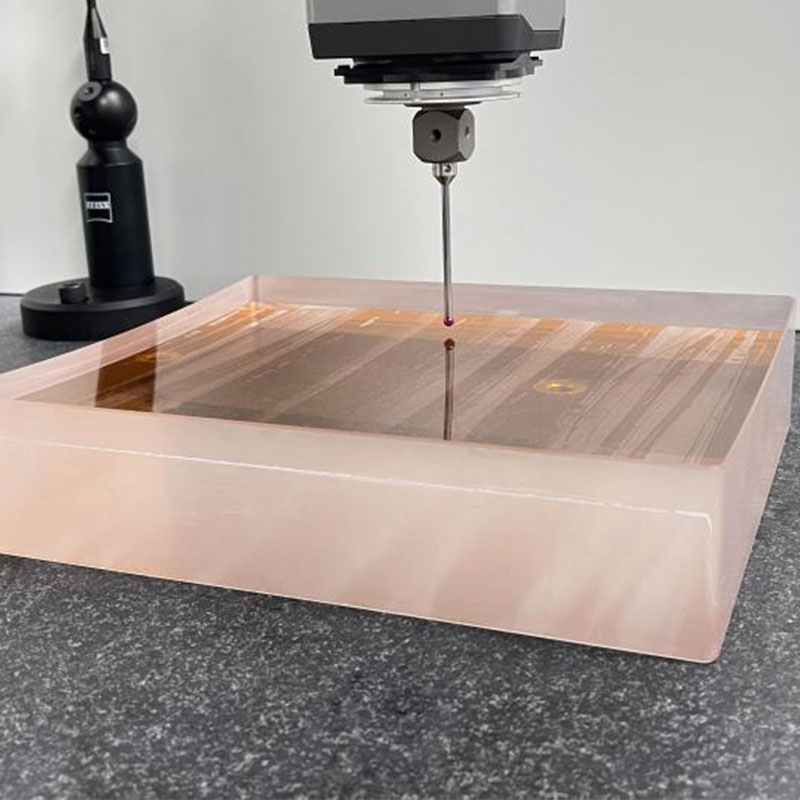
Именно поэтому я всегда смотрю не на общие слова в описании компании, а на её готовность взяться за нестандартную задачу и предоставить данные реальных измерений готовых изделий. Протокол интерферометрического контроля сферы и отдельно — контроль конусности координатно-измерительной машиной. Без этого разговор беспредметный.
Опыт и пробы: куда чаще всего упираешься
Раньше мы много работали с несколькими российскими и восточноевропейскими цехами. Качество часто было нестабильным. Партия — отличная, следующая — с микротрещинами по кромке конуса. Проблема была в фиксации заготовки при шлифовке конуса: перетянули — напряжение, недотянули — биение. Это та самая кухня, о которой в каталогах не пишут.
Один из наших проектов требовал серию германиевых линз с конусностью 45° для ИК-камер. Нашли, казалось бы, солидного производителя. Первые образцы прошли, а при увеличении партии начались проблемы с однородностью просветляющего покрытия именно на конической грани. Оказалось, их система напыления была рассчитана на перпендикулярное напыление, а для конуса нужна специальная оснастка для вращения под углом. Пришлось искать другого исполнителя, кто имеет компетенции именно в нанесении покрытий с высоким порогом повреждения на сложные поверхности.
Вот тут и пригодился опыт коллег, которые порекомендовали обратить внимание на компании, которые изначально заточены под сложные, штучные заказы, а не на потоковое производство. Одна из таких — ООО Мэйшань боя оптика (сайт: https://www.boya-materials.ru). Их ниша — это как раз обработка сверхточных оптических компонентов и кастомизация. В их случае, фокус на НИОКР — это не просто строчка в О компании, а необходимость, потому что под каждый нестандартный запрос, особенно с асферикой или конусом, часто нужна адаптация технологического процесса.
Критерии выбора: на что смотреть помимо цены
Цена, конечно, важна, но для конических линз она часто вторична. Первичны — технические возможности и измерительная база. Спросите сразу: 1) Каким методом и на каком оборудовании контролируется угол конуса и его соосность? 2) Есть ли опыт работы с нужным материалом? 3) Могут ли они нанести специфическое покрытие (например, диэлектрическое для определенной длины волны) именно на коническую грань, и как они контролируют его толщину и однородность?
Очень показателен вопрос о допусках. Если производитель на все запросы отвечает да, сделаем без уточняющих вопросов — это тревожный знак. Хороший технолог всегда спросит о назначении линзы, условиях работы, чтобы понять, какие допуски действительно критичны, а на чем можно сэкономить без ущерба. Например, для некоторых применений шероховатость поверхности 20? — перебор, а вот чистота кромки — жизненно важна.
Сайт ООО Мэйшань боя оптика в этом плане отражает правильный подход: они прямо указывают на высокоточную обработку асферических линз видимого и инфракрасного диапазона и сверхгладкую обработку оптических элементов. Это те самые ключевые компетенции, которые косвенно говорят, что и с коническими поверхностями у них, скорее всего, порядок, потому что технологии контроля схожи. Их профиль — это как раз прецизионные оптические компоненты под заказ, а не складская оптика.
Пример из практики: неудача, которая научила
Был у нас заказ на небольшую партию кварцевых линз с очень малым конусом (около 5°) и полированной цилиндрической гранью. Задача казалась простой. Отдали проверенному цеху, который хорошо делал сферы. Результат: конус выдержан, но на стыке конической и цилиндрической поверхности образовалась малозаметная ступенька в пару микрон. Для визуального применения — не страшно, но у нас была лазерная система, и эта ступенька давала нерасчетное рассеяние.
Причина: после шлифовки конуса линзу переустановили для полировки цилиндра, и произошел сдвиг базирования. Нужна была специальная оснастка для одновременной обработки обеих поверхностей за одну установку. Тогда мы этого не учли. Сейчас при обсуждении подобных задач с потенциальными поставщиками, в том числе изучая подход ООО Мэйшань боя оптика, который заявляет о независимо разработанных основных технологиях, я всегда уточняю, как решается вопрос совмещения разных типов поверхностей на одном элементе. Важно, чтобы они сами об этом думали.
Этот случай — классический пример, когда лучший производитель — не тот, у кого самый современный станок, а тот, у кого инженеры могут спроектировать весь технологический маршрут, предвидя подобные риски. Готовность к массовой настройке в соответствии с потребностями клиентов, которую упоминает компания, — это как раз про такой комплексный подход, а не про слепое следование чертежу.
Итоги: как искать своего лучшего
Итак, возвращаясь к заглавному вопросу. Лучший производитель плосковыпуклых конических линз для вашего проекта — это тот, чьи технологические возможности и измерительная база точно перекрывают ваши самые жесткие требования, а не усредненные. Кто задает много вопросов о применении. Кто может показать примеры похожих сложных работ, а не просто каталог.
Стоит обращать внимание на компании, которые специализируются на прецизионной кастомизации и развивают собственные технологии обработки, как, например, упомянутая ООО Мэйшань боя оптика. Их акцент на исследования и разработки в области передовой обработки — это именно то, что требуется для стабильного качества в таких специфических изделиях, как линзы с коническими поверхностями.
В конечном счете, надежнее всего — сделать пробную партию из одной-двух линз, провести полный цикл измерений (включая контроль на вашей системе, если возможно) и только потом запускать серию. Потому что даже самый положительный отзыв или красивое описание на сайте — это лишь введение. Реальная проверка происходит в лаборатории, под интерферометром и лазерным лучом. И именно там определяется, подходит ли вам этот производитель или поиски нужно продолжать.





-


-


-


WhatsApp
