


Лучший производитель асферических линз?
2026-01-06
Сразу скажу — такого вопроса в лоб не существует. Искать ?лучшего? в отрыве от задачи, бюджета, спектрального диапазона и требуемого уровня допусков — первая ошибка заказчика, которая потом аукается всем. Всегда уточняют: лучший для чего? Для прототипа одноразового лабораторного прибора? Для серии в 50 тысяч штук на тепловизоры? Или для космического аппарата с требованиями к радиационной стойкости? От этого всё и пляшет.
Что скрывается за словом ?асферика?
Вот, допустим, приходит техзадание: ?асферическая линза, диаметр 40 мм, материал — кремний для ИК-диапазона?. Казалось бы, стандарт. Но дальше начинается самое интересное: какая асферика? Полиномиальная? Конусоид? А может, свободная форма (freeform)? И здесь многие, особенно молодые инженеры, спотыкаются. Заказывают полиномиальную поверхность 10-го порядка, когда для их задачи хватило бы и 4-го, а потом удивляются, почему изготовление заняло полгода и стоило как крыло от самолета.
Опытный производитель на этапе обсуждения ТЗ должен задавать уточняющие вопросы, предлагать альтернативы. Была у меня история: заказчик настаивал на сверхвысокой точности формы (скажем, P-V 0.2 мкм) для линзы в видимом диапазоне. Долго спорили. В итоге выяснилось, что линза будет стоять в системе с грубой механической юстировкой и дешёвой ПЗС-матрицей. Точность выше 1 мкм просто ?не увидит? конечное устройство. Сделали проще, быстрее, дешевле — все довольны. Это к вопросу о ?лучшести? — иногда лучший тот, кто сэкономит вам время и деньги, не потеряв в качестве под конкретную сборку.
И ещё нюанс — диапазон. Видимый спектр — это одно. Здесь и материалы другие (чаще BK7, SF11, кварц), и требования к чистоте поверхности, и к просветляющим покрытиям жёсткие. Инфракрасный диапазон — это свой мир: германий, кремний, цинк-селенид, халькогенидные стёкла. У каждого материала — свои кошмары в обработке. Германий хрупкий, кремний твёрдый, ZnSe мягкий и его легко поцарапать на финишной полировке. ?Универсального солдата?, который идеально точит и то, и другое, я лично не встречал. Фирмы обычно специализируются.
Цепочка технологий: где рождается качество
Производство — это не только финишная полировка на дорогом станке с ЧПУ. Это цепочка. Начинается всё с заготовки. Если вам привезли стеклянную болванку с внутренними напряжениями или неоднородностью, хоть сто лет её полируй — линза в работе потрескается или даст нерасчётное двулучепреломление. Поэтому хороший производитель либо сам контролирует поставки материалов у проверенных вендоров, либо имеет возможность делать предварительный отжиг.
Потом черновая обработка — формообразование. Фрезеровка, шлифовка. Здесь важно не перегреть материал, не создать микротрещины. Для асферик часто используют одногранные алмазные резцы. Тут малейшая ошибка в настройке станка, вибрация — и профиль поплыл. Дальше — полировка. Классическая смоляная полировка vs ионно-лучевая, магнитно-абразивная. Для штучных, сложнейших изделий с freeform-поверхностями сейчас всё чаще идёт на высокоточной обработке асферических линз ИК-диапазона. Но оборудование стоит безумных денег, и его загрузка должна быть постоянной, чтобы окупиться.
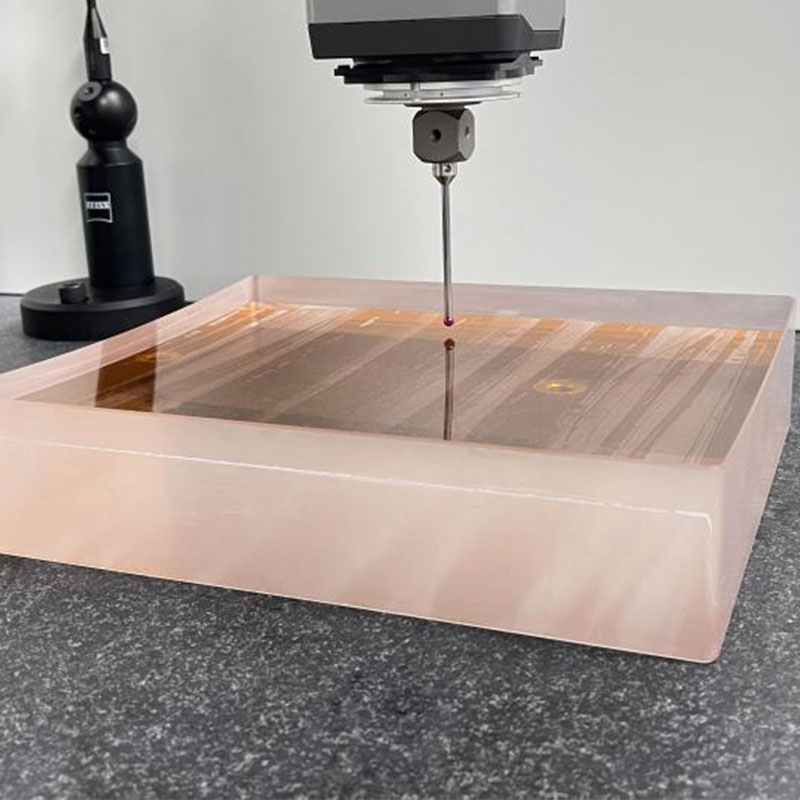
И финальный, критически важный этап — контроль. Трёхкоординатная машина, интерферометр (для видимого диапазона), профайлометр. Без собственной мощной метрологической базы производитель — не производитель, а так, посредник. Он вынужден отправлять изделия на замеры ?на сторону?, теряя время и контроль над процессом. Видел я однажды, как на заводе интерферометр стоял прямо в цеху, рядом со станком. Оператор снял линзу, замерил, увидел отклонение в зоне 3 мм от края, и через 15 минут уже сделал корректирующий проход. Это и есть качество.
Рынок и ниши: кто и для кого работает
Если смотреть глобально, то гиганты вроде Zeiss, Schott, Corning — они задают тон, но их интересы часто лежат в области массового производства или уникальных госзаказов. Для среднего и малого бизнеса, для стартапов в робототехнике, медицине, научном приборостроении они часто оказываются слишком медленными и дорогими. Тут открывается поле для более манёвренных игроков.
Вот, например, если говорить о российском рынке и поставках из Азии, то часто всплывает имя ООО Мэйшань боя оптика. Не сочтите за рекламу, просто как пример для разбора. Заглядывал на их сайт boya-materials.ru. В описании заявлен акцент на обработке сверхточных оптических компонентов и, что важно, на собственных базовых технологиях в области высокоточной обработки асферик и сверхгладкой обработки оптических элементов. Это ключевые слова, за которыми должен стоять реальный технологический бэкграунд.
Для меня, как для практика, интересно не то, что написано на сайте, а какие конкретно задачи они закрывают. Упомянуты ИК и видимый диапазон, покрытия с высоким порогом повреждения — это уже серьёзная заявка, намекающая на работу с лазерными системами. И фраза про ?массовую настройку под потребности? (mass customization) — это сейчас тренд. Не всем нужны миллионные тиражи, многим нужна партия в 100-500 штук, но сделанная идеально под их конструктив. Способность гибко работать с такими заказами — один из маркеров хорошего, ?своего? производителя.
Провалы и уроки: о чём не пишут в рекламе
Расскажу о своём провале, лет десять назад. Закзали партию асферических коллиматоров из плавленого кварца для УФ-лазера. Нашли производителя, который дал хорошую цену и обещал рекордную точность. Получили линзы — по замерам на интерферометре всё идеально. Смонтировали в устройство, запустили — через 20 часов работы мощность на выходе просела. Долго искали причину. Оказалось — проблема в покрытии. Оно было хорошим для видимого света, но в УФ-диапазоне имело недопустимое поглощение, перегревалось и деградировало. Производитель блестяще сделал линзу, но ?сэкономил? на узкоспециализированном просветлении. Пришлось переделывать всё с другим подрядчиком по покрытиям. Урок: лучший в формообразовании — не значит лучший в итоговом продукте. Нужен комплекс: материал, форма, чистота поверхности, покрытие.
Отсюда и моё правило: всегда запрашивать у производителя не только паспорт на линзу с данными интерферометра, но и отчёт о тесте на долговременную стабильность покрытия (LIDT — laser induced damage threshold, если для лазерных систем) или на стойкость к условиям среды. Если они такие тесты проводят и готовы показать результаты — это огромный плюс.
Итоговые соображения: как выбирать
Так кто же лучший? Для себя я выработал такой подход. Во-первых, смотрю на портфолио решённых задач, максимально похожих на мою. Не на общие слова, а на конкретные примеры: ?сделали линзу для лидара беспилотника с такими-то параметрами?. Во-вторых, на технологическую целостность. Есть ли у них полный цикл от чертежа до финального контроля и нанесения спецпокрытий? Или они отдают на аутсорс ключевые этапы? Первое предпочтительнее.
В-третьих, на коммуникацию. Менеджер, который сразу лезет в технические детали, задаёт каверзные вопросы про монтаж, юстировку, рабочий диапазон температур — это хороший знак. Значит, на том конце сидят инженеры, а не только продажники. Как, например, заявлено в подходе ООО Мэйшань боя Оптика — ?уделяя особое внимание исследованиям и разработкам?. Это должно чувствоваться в диалоге.
И наконец, цена. Она не должна быть самой низкой. Качественная асферика — дорогая история. Но она и не должна быть заоблачной. Лучший производитель — это часто не самый дешёвый и не самый раскрученный, а тот, который находит оптимальный баланс между техническим перфекционизмом и здравым смыслом, между возможностями своего парка станков и вашими реальными потребностями. Тот, после общения с которым возникает чувство: ?Да, эти люди понимают, что я хочу, и знают, как это сделать?. Вот его и стоит искать.





-


-


-


WhatsApp
