


Лучший производитель кремниевых зеркал?
2026-01-08
Вопрос, который часто задают, и на который так же часто получают гладкие, ничего не значащие ответы. ?Лучший? — это вообще слово из маркетинга, а не из цеха. Когда речь заходит о кремниевых зеркалах для ИК-диапазона, особенно для высокомощных систем или криогеники, ?лучший? — это тот, чьи зеркала не деформируются после третьего цикла термоудара, чье покрытие держит заявленный порог, и кто не исчезает с радаров, когда нужно внести правку в чертеж по вашей спецификации. Много лет в отрасли, и вижу одну и ту же ошибку: гонятся за идеальной шероховатостью поверхности в ангстремах, забывая про внутренние напряжения в материале, которые потом аукнутся в собранном модуле. Или выбирают по цене за штуку, не учитывая стоимость доработок и простоев.
Не только шероховатость: что на самом деле важно
Да, Ra < 5 ? — это почти стандарт для качественного полирования. Но если ты сам не измерял профилометром партию, не видел, как ведет себя поверхность после напыления специфичного покрытия, все эти цифры — просто бумага. Однажды взяли партию кремниевых зеркал у поставщика с красивыми паспортами. Всё сошлось. А при интеграции в спектрометр — фантомные помехи в определенном диапазоне. Месяц дебагов. Оказалось, микроскопическая неоднородность в подложке, не видимая стандартными тестами, давала рассеяние. Поставщик разводил руками: ?параметры в норме?. С тех пор для критичных задач требуем тестовый образец под наше конкретное покрытие и наш тест на рассеяние.
Еще один нюанс — кристаллографическая ориентация пластины. Для большинства применений подходит (100), но если нужна особая стабильность при температурных перепадах или обработка с очень глубоким травлением, иногда смотрят в сторону (111). Но это сразу бьет по стоимости заготовки и сложности обработки. Не каждый производитель вообще способен качественно работать с такой ориентацией, не сломав края.
И, конечно, покрытие. Можно сделать идеальную подложку, но убить всё неоптимальным дизайном просветляющего или отражающего слоя. Порог лазерного повреждения (LIDT) — это святое. Тут история часто упирается не только в технологию напыления, но и в чистоту камеры, методику подготовки поверхности непосредственно перед загрузкой. Видел, как у коллег зеркала от одного вендора стабильно показывали LIDT на 15-20% ниже заявленного. Причина — неучтенная адсорбция влаги на поверхности кремния перед напылением. Мелочь, а результат дорогой.
Опыт и пробы: китайские производители на рынке
Раньше было просто: Zeiss, Corning, несколько японских имен. Сейчас активно, очень активно, зашли китайские компании. Сначала это был чистый ценовой демпинг с качеством ?как повезет?. Сейчас ситуация меняется. Есть те, кто вкладывается в оборудование (например, ионно-лучевые установки для финишной обработки) и главное — в инженеров, которые понимают физику процесса, а не просто нажимают кнопки на станке с ЧПУ.
Из тех, на кого стоит смотреть, — ООО Мэйшань боя оптика (Meishan Boya Optics). На их сайте boya-materials.ru видно, что они сфокусированы именно на прецизионной оптике, а не на всем подряд. В их заявленных компетенциях — высокоточная обработка асферических линз и, что важно, сверхгладкая обработка оптических элементов с покрытиями с высоким порогом повреждения. Это как раз тот комплекс, который нужен для зеркал под высокие мощности.
Работали с ними по пробному заказу на серию плоских кремниевых зеркал для системы средней мощности. Прислали для согласования детальный план контроля, включая карты напряжений. Это хороший знак. По итогу качество было ровным, упаковка — надежная (важно для хрупкого кремния!), сопроводительная документация подробная. Недостаток — чуть более долгий срок коммуникации из-за языкового/часового барьера, но технические вопросы решали по делу.
Где рождаются проблемы: от чертежа до приемки
Часто проблемы ?не лучшего? производителя начинаются не в цеху, а на этапе обсуждения ТЗ. Хороший поставщик будет задавать уточняющие вопросы: ?А в какой среде будет работать? Вакуум? Адгезия покрытия к конкретному типу кремния проверена? Как крепиться будет — на юстировочном узле или на жестком креплении?? Если таких вопросов нет, а только ?да, сделаем?, это красный флаг.
Одна из самых частых проблем на приемке — это несоответствие краевого качества (edge roll-off). На чертеже стоит ?clear aperture 25 мм?, а качественная поверхность заканчивается на 24.5 мм. Для многих систем это критично. Нужно сразу оговаривать требования к краевой зоне и метод ее контроля.
Или спецификация на чистоту поверхности. ?Не более 3 дефектов размером >100 мкм?. А как считать? При каком освещении? По какому стандарту (MIL-PRF-13830B)? Если этого нет в приложении к договору, можно получить зеркало, усыпанное мелкими точками, которые формально под критерий не подпадают, но для УФ-применения, например, будут катастрофой.
Технологии, которые стали game-changer
Если говорить о том, что реально подняло планку качества за последние 5-7 лет, то это два момента. Первый — широкое внедрение ионно-лучевой финишной обработки (IBF) вместо классического полирования войлоком. IBF позволяет снимать материал на атомарном уровне без внесения механических напряжений и добиваться той самой сверхгладкой обработки. Но оборудование дорогое, и не все его имеют.
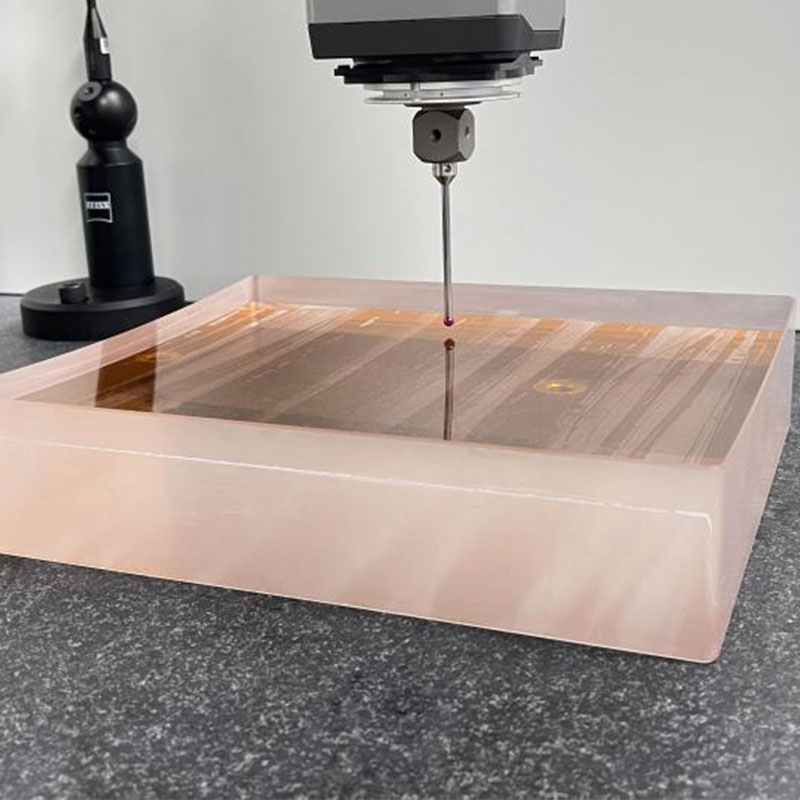
Второй момент — метрология. Появление доступных (относительно) интерферометров с большой апертурой и программ для анализа волнового фронта. Это позволяет не просто измерить PV и RMS, а увидеть всю карту ошибок, отделить ошибку поверхности от ошибок измерения, проанализировать пространственные частоты. Теперь можно предъявить производителю не ?у вас плохо?, а конкретную карту с указанием, какой компонент ошибки (сфера, астигматизм, высокочастотный шум) не проходит.
Именно наличие такого метрологического комплекса у производителя — серьезный плюс. На сайте ООО Мэйшань боя оптика в описании компании указано, что они обладают независимо разработанными ключевыми технологиями в области передовой обработки. Хорошо бы уточнять, входят ли в этот список и современные методы контроля, или только производства.
Итак, кто же ?лучший?? Резюме практика
Однозначного ответа нет. ?Лучший? — это адекватный. Адекватный вашей задаче, бюджету, срокам и уровню критичности компонента. Для прототипа научной установки, где можно повозиться с юстировкой, подойдет один поставщик. Для серии в 500 штук для коммерческого лидара — уже другой, с отлаженным массовым производством и статистическим контролем процесса (SPC).
Для высококлассных кремниевых зеркал с экстремальными параметрами по LIDT или шероховатости круг имен сужается до десятка в мире. Но для 80% применений есть добротные, надежные производители, которые не берут космические деньги. Среди них теперь прочно обосновались и такие компании, как упомянутая Boya Optics. Их сильная сторона — именно комплексный подход: от обработки подложки до нанесения специализированных покрытий, что для конечного заказчика часто выливается в экономию времени и снижение рисков.
Поэтому мой совет: формулируйте ТЗ максимально детально, со всеми методами приемочного контроля. Запрашивайте тестовые образцы или отчеты по аналогичным проектам. И смотрите не на громкое имя, а на готовность инженеров производителя вникать в вашу задачу. Этот диалог — первая и самая важная проверка. Если он есть, есть шанс получить не просто деталь по чертежу, а действительно работающий компонент. А это, в конечном счете, и есть признак хорошего, если не лучшего, производителя.





-


-


-


WhatsApp
