


Лучший производитель сферических и асферических линз?
2026-01-07
Вопрос, который на первый взгляд кажется простым, а на деле — один из самых каверзных в нашей оптической кухне. Сразу скажу: единого ?лучшего? нет и быть не может. Все упирается в то, для чего, в каких объемах и, что критично, с каким допуском на бюджет. Частая ошибка — гнаться за громким именем, платя за бренд, когда задача решается куда более прагматично. Моя практика — лет десять в цепочке поставок от разработки до приемки — показывает, что ключ не в абстрактном титуле, а в совпадении конкретных компетенций завода с вашей технической спецификацией. И вот здесь начинаются нюансы.
Сферика: кажущаяся простота и подводные камни
Казалось бы, сферические линзы — база, отлаженный процесс. Но именно в этой ?простоте? многие и проваливаются. Заказываешь партию стандартных плоско-выпуклых линз из Н-БК7, получаешь — вроде в допуске по кривизне, а потом при контроле интерферометром вылезает астигматизм, который сводит на нет работу всей сборки. Проблема часто не в формуле, а в фиксации заготовки на стадии полировки и, что важнее, в контроле на промежуточных этапах.
Был у меня опыт с одним российским интегратором, который требовал линзы для высокоточного измерительного прибора. Сферика, но с допуском на форму волнового фронта λ/10 по всему апертуру и сверхжесткими требованиями к чистоте поверхности. Несколько ?уважаемых? европейских производителей дали ценник, от которого становилось не по себе, а сроки — от 16 недель. Оказалось, что их стандартный процесс не заточен под такой тотальный контроль каждой штуки, это требовало перенастройки линии.
Тут-то и пригодились контакты с азиатскими специалистами, которые работают именно с такими ?нестандартными стандартными? заказами. Не гиганты вроде Edmund или Thorlabs, а именно инжиниринговые фабрики. Одна из них — ООО Мэйшань боя оптика (https://www.boya-materials.ru). В их кейсах как раз упор на прецизионную обработку и индивидуальную настройку под задачи клиента. Отправил им ТЗ, они быстро откликнулись с вопросами по деталям контроля — это всегда хороший знак, когда инженер с производства вникает, а не просто кивает. В итоге сделали в два раза быстрее и на 40% дешевле, причем с полным пакетом метрологии. Их профиль — как раз сверхточные оптические компоненты и высокоточная обработка, что для ответственной сферики часто важнее, чем имя.
Асферика: где заканчивается теория и начинается ремесло
Вот здесь разговор совсем другой. Асферические линзы — это уже высшая лига, где производитель раскрывается полностью. Можно купить хороший станок с ЧПУ для аспферической поверхности, но итоговое качество определяется не железом, а ноу-хау в цепочке: проектирование оснастки, алгоритмы полировки, компенсация температурных деформаций при обработке, и, конечно, финальная полировка и контроль. Видел я красивые сертификаты с цифрами RMS, а линза в сборе дает неконтролируемые аберрации из-за ошибок центрировки или внутренних напряжений в стекле.
Особенно сложно с инфракрасными материалами — германий, цинк-селенид. Они мягкие, хрупкие, с высоким КТР. Однажды заказали германиевую асферическую линзу для тепловизора. Первый поставщик (не буду называть) сделал вроде бы по чертежу, но после нанесения просветляющего покрытия проявился провал в центре — результат перегрева в вакуумной камере. Пришлось переделывать. Это тот случай, когда технологии сверхгладкой обработки оптических элементов и нанесения покрытий с высоким порогом повреждения идут рука об руку. Без второго первое обесценивается.
В контексте ИК-асферики опять всплывает та же ООО Мэйшань боя оптика. В их заявленных компетенциях прямо указана высокоточная обработка асферических линз видимого и инфракрасного диапазона. Это не просто слова. Работал с ними над проектом лидара — требовалась асферика из плавленого кварца с очень крутой кромкой. Их инженеры предложили изменить последовательность операций полировки и способ фиксации, чтобы избежать завалов на краю. Результат был стабильным по всей партии. Важный момент: они не просто исполняют чертеж, а включают инжиниринг, что для сложной асферики критически важно.
Контроль качества: то, что отделяет слова от дел
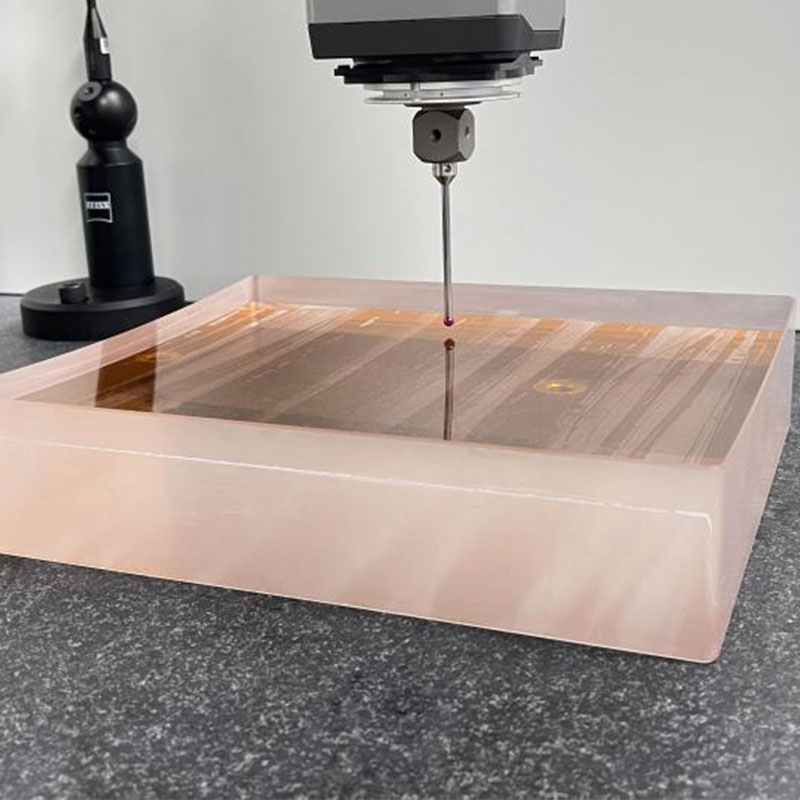
Любой уважающий себя производитель покажет вам интерферометр Zygo или аналоги. Но вопрос — как и на каком этапе его применяют? Можно измерять каждую десятую линзу, а можно — каждую, да еще и в нескольких ориентациях. Разница в цене и сроках будет колоссальной. Для меня главный маркер — готовность предоставить полные данные контроля (карты высот, данные RMS, PV) для конкретной поставляемой партии, а не шаблонный сертификат.
Например, при заказе партии сферических линз для микроскопии у BOYA Optics по умолчанию приложили интерферограммы и данные о чистоте поверхности по ISO 10110 для каждой позиции. Это снимает массу вопросов на входном контроле. У них это встроено в процесс, видимо, из-за ориентации на прецизионные оптические компоненты для научного и измерительного оборудования, где документация — часть продукта.
И наоборот, сталкивался с заводами, где контроль — формальность. Получили партию линз для проектора, вроде бы все OK, а в серийной сборке начались проблемы с расходимостью луча. Оказалось, контроль проводился только для центральной зоны, а края ?плыли?. Пришлось срочно искать замену и заново согласовывать допуски. Теперь всегда уточняю: ?Как контролируете полную апертуру? Каков процент выбраковки на этапе предварительной полировки?? Ответы многое говорят о реальном процессе.
Малотиражка и кастомизация: где рождается гибкость
Тираж — вот что часто делит производителей на ?наших? и ?не наших?. Крупные игроки любят большие, стандартные серии. Попробуй закажи им 50 штук нестандартных линз с особым просветлением — либо отказ, либо цена как за тысячу, либо сроки в полгода. А в разработке, в прототипировании, в мелкосерийном научном оборудовании нужны именно такие, штучные, заказы.
Здесь ценность производителя, который предоставляет услуги по массовой настройке в соответствии с потребностями клиентов, возрастает в разы. Речь не о ?мы можем всё?, а о готовности вникнуть в задачу, адаптировать процесс под малую серию без космических надбавок. Упомянутая BOYA Optics в этом плане показала себя хорошо. Для одного исследовательского института нужно было сделать несколько асферических менисков из особого сорта флюорита. Материал капризный, тираж — 3 штуки. Большие фабрики просто проигнорировали запрос. А они взялись, отработали технологию и сделали. Да, это дороже штуки в серии, но выполнимо и в разумные сроки.
Это и есть та самая ?гибкость?, которая на бумаге есть у многих, а на деле — единицы могут подтвердить кейсами. Она строится на том, что основные технологии у компании свои, отработанные, и их можно комбинировать под задачу, а не на жестко зафиксированной поточный линии.
Итоги без громких слов
Так кто же лучший? Ответ, как всегда, зависит. Для бюджетных, крупносерийных сферических линз — один пул поставщиков. Для высокоточной, ответственной сферики с жёсткой метрологией — уже другой, где на первый план выходят инжиниринг и контроль. Для асферики, особенно ИК-диапазона или со сложной геометрией, — третий, где критична глубина технологической цепочки: от обработки до покрытий.
Судя по моему опыту последних лет, такие компании, как ООО Мэйшань боя оптика, занимают свою устойчивую нишу именно в сегменте прецизионных, инжиниринговых и мелкосерийных задач. Их сила — не в масштабе, а в способности закрыть полный цикл сложной работы: от независимо разработанных технологий обработки до финального контроля. Они не ?лучшие? вообще, но могут быть оптимальным решением для конкретного круга задач, где нужна не просто деталь по чертежу, а гарантированный оптический компонент с предсказуемыми характеристиками. В конечном счете, ?лучший? производитель — тот, чьи компетенции и подход к работе без сюрпризов решают вашу сегодняшнюю задачу. И его поиск всегда начинается с детального технического диалога, а не с глянцевого каталога.





-


-


-


WhatsApp
